产品介绍
MCC单侧曲轨侧卸式矿车 MCC曲轨侧卸式矿车
MCC单侧曲轨侧卸式矿车型号:MCC0.7-9单侧曲轨侧卸式矿车 MCC1.2-6、MCC1.6-6、MCC2-6、MCC2.5-6单侧曲轨侧卸式矿车
MCC单侧曲轨侧卸式矿车
单侧曲轨侧卸式矿车 简称曲轨侧卸矿车,是在矿车行进过程中,由卸载轮臂经过卸载曲轨来实现车箱自动倾翻卸料和自动复位。MCC单侧曲轨侧卸式矿车效率高、安全可靠。
车架为一金属结构,能承受牵引力、自动力、矿车之间的碰撞力和钢轨冲击力。
该矿车结构牢固,外形美观,性能可靠,运转灵活、平稳等优点。
矿车机架采用铆焊结构,减少了应力对矿车的影响,增加了矿车的使用寿命。
矿车无论在弯道或直道都保证运行平稳。
用途、特征和使用环境
MCC单侧曲轨侧卸式矿车是矿山中输送煤炭、矿石和碴石等散状物料的窄轨铁路搬运车辆,一般须用机车或绞车牵引。
本系列矿车广泛适用于煤矿、铁矿、 磷矿等井下和地面煤、矸 石等运输,是煤矿等常用运输设备。
MCC单侧曲轨侧卸式矿车型号含义
 型号及技术参数表
型号及技术参数表
|
型号 |
容积
m3 |
装载
量/kg |
轨距
G |
外形尺寸 |
轴
距
C |
轮
径
D |
牵
引
高 度
h |
允许牵引力
/ KN |
箱体壁厚
mm |
最小曲率半径
m |
卸载
角α |
长
L |
宽
B |
高
H |
|
mm |
|
MCC1.2-6 |
1.2 |
3000 |
600 |
2100 |
1050 |
1200 |
600 |
300 |
320 |
60 |
5 |
9 |
≥42° |
|
MCC1.6-6 |
1.6 |
4000 |
600 |
2500 |
1200 |
1300 |
800 |
350 |
360 |
60 |
5 |
9 |
≥42° |
|
MCC2-6 |
2 |
5000 |
600 |
3000 |
1250 |
1300 |
1000 |
400 |
385 |
60 |
5 |
12 |
≥42° |
|
MCC2.5-6 |
2.5 |
6250 |
600 |
3500 |
1250 |
1300 |
1000 |
400 |
385 |
60 |
5 |
12 |
≥42° |
注意:① 高度H 和牵引高h,自轨面算起(空载时)。 ② 装载量按物料松散密度ρ=2500 kg/m3 计算。
单侧曲轨侧卸式矿车工作原理
矿车通过机车或绞车牵引,在煤矿地面和井下巷道窄轨铁路上行走,从而实现物料的运输。在矿车行进过程中,由卸载轮臂经过卸载曲轨来实现车箱自动倾翻卸料和自动复位。
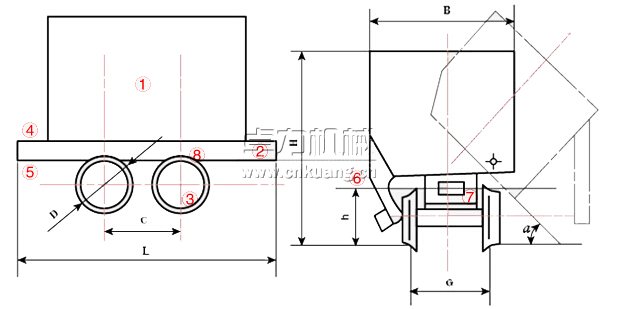
单侧曲轨侧卸式矿车主要结构
单侧曲轨侧卸式矿车主要有车箱、车架、门机构、缓冲器、开式轮对、连接装置等组成。
1.车箱:由箱体板、端板、角钢、带钢等焊接组成。
材料的机械物理性能不低于Q235-A。其技术条件符合《JB/T6992-1993》的规定。
2.车架为一金属结构,能承受牵引力、自动力、矿车之间的碰撞力和钢轨冲击力,由槽钢、碰头座、轴卡等焊接组成。其技术条件符《JB/T6992-1993》的规定。
2.1 车架用型钢应在铆焊前进行校直、其直线度不得大于1.5‰,车架制成后两对边应相互平行,其平行度公差为边长的2‰,车架平面度公差为车架长度(不包括缓冲器)的2‰,但最大不得大于5mm。
2.2 车架制成后,四轴架支承面应在同一平面上,同一轴上的两轴架中心面应垂直于车架纵向中心面。
2.3 车架牵引装置的中心面应对称于车架纵向中心面,其对称度公差为不大于6mm。
2.4 翻卸轮部件和车箱连接应牢固可靠。翻卸轮部件在不翻卸时外形轮廓不得超出矿车整体尺寸之外。
3.开式轮对:由车轮、轴、轴承等组成。其技术条件符合《JB/T6992-1993》的规定。
3.1 轮对装配前,应清理铁屑和堵塞物,并清洗各零件;轴承装配时,应采用无冲击负荷的方法压入;装入轴承后,车轮转动灵活。
3.2 车轮踏面硬度表面热处理硬度为≥40HRC。
3.3 轮对密封装置严密可靠。
4.缓冲器,其技术条件符合《JB/T6992-1993》的规定。
4.1 缓冲器有足够的强度,其中缓冲头材质冲击韧性值不小于30J/cm2
4.2 铸钢缓冲器不得有裂纹,在铸钢缓冲器的插销孔表面和端面(距插销孔边缘30mm 范围内)上不允许有缩孔、缩松和影响强度的气孔、砂眼等缺陷,并不得进行焊补。
5.各连接装置是由连接三环链、连接插销组成。
5.1 连接三环链符合《MT 244.1-2005 煤矿窄轨车辆连接件连接链》标准中的要求。
5.2 连接插销符合《MT 244.2-2005 煤矿窄轨车辆连接件连接插销》标准中的要求。
6.在总装配前,所有的零部件(包括外购件、标准件)须经检验合格后方能使用。
6.1 各零件应清洗干净,并在清洁干净的环境中进行。
6.2 矿车牵引高为±3mm,总宽为±5mm,总高为±8mm,总长为±10mm
6.3 车箱应对称于车架纵向中心面安装,其对称度公差为5mm。
6.4 装配好的矿车应安放在专门的平直道上检查,不允许有一个车轮与轨面的间隙大于2mm
6.5 矿车无论在弯道或直道运行平稳。
6.6 各部件涂以酚醛底漆,机身根据合同要求涂面漆,油漆外观要求均匀、平整、色调一致,覆盖完整,没有刷痕起皮,堆积和起泡等缺陷。以划格检查漆膜附着力,涂层在格子边缘或切口交叉处不脱落或部分脱落,脱落面积不大于15%。

车箱、车架和车门的有关技术要求应符合本表的规定
|
技术要求 |
容积 |
|
≤1.6 m3 |
1.6 m3 |
|
车门及车厢卸料口的平面度 |
≤3mm |
≤4mm |
|
车门(卸料门)与车箱卸料口的最大间隙 |
≤3mm |
≤4mm |
|
车门、车箱口和车箱卸料口的两对角距离差 |
≤6mm |
≤8mm |
|
车架、车箱和车门上各组回转销孔的同轴度 |
≤2mm |
|
车架、车箱和车门上各组回转销孔公共轴线对各自纵向中心平面的平行度 |
≤2% |
单侧曲轨侧卸式矿车结构图
 单侧曲轨侧卸式矿车安装与试运转
单侧曲轨侧卸式矿车安装与试运转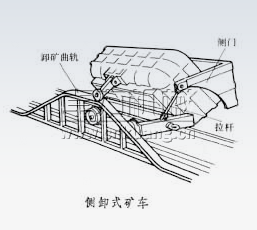
安装前的准备
在矿车安装前,首先检查矿车的安装位置情况,检查轨道铺设情况,两道轨的平行度、平面度是否符合要求,必要时进行调整。直线轨道的轨顶应处于同一水平度,长度方向的允许误差每米不超过1mm,每10m不超过3mm。左右方向对应测点上的允许误差不超过2mm。 单侧曲轨侧卸式矿车结构
安装
待仔细地检查无问题后,根据安装的要求,保证矿车的轮对中心线与轨道的中心线重合。
试运转
试运转时,观察矿车轮对与轨道有无相蹭现象,发现后要及时处理,防止损伤矿车。 试运转时,观察矿车沿坡弯道滑行与另一矿车碰撞后,观察车体是否发生倾斜、出轨道或翻倒。 试运转时,观察矿车在通过最小曲率半径的轨道进,有无相互碰撞、干涉和啃轨等现象。
产品标签:MCC单侧曲轨侧卸式矿车
MCC0.7-9单侧曲轨侧卸式矿车








